鋼板倉(cāng)_鋼板倉(cāng)生產(chǎn)商 (在線咨詢)
2024-05-27 09:06:06
如果對(duì)水泥倉(cāng)進(jìn)行清洗,主要分為兩部分��,一部分是對(duì)水泥倉(cāng)外部進(jìn)行清洗��,另一部分是對(duì)水泥倉(cāng)內(nèi)部進(jìn)行清洗糧食鋼板倉(cāng)�����。清洗水泥箱的外部�,非常簡(jiǎn)單方便,是用清水沖洗��。如果要清潔水泥箱內(nèi)����,必須使用除塵器、斷拱裝置等工具�。清洗水泥箱時(shí),一般使用洗滌劑�����,但清洗后要注意倉(cāng)庫不能留下任何潮氣���,否則倉(cāng)庫主體容易生銹��。
這是清理水泥倉(cāng)的結(jié)束����。我希望這些信息能給你提供一些幫助環(huán)保鋼板倉(cāng)����。通過對(duì)水泥倉(cāng)的合理使用和維護(hù),可以使水泥倉(cāng)長(zhǎng)期保持正常工作狀態(tài)���,延長(zhǎng)水泥倉(cāng)的使用壽命�。

大型鋼板倉(cāng)解決水泥在鋼板倉(cāng)里的完全出料的問題�。大型鋼板倉(cāng),采用幾項(xiàng)的技術(shù)����,保證鋼板倉(cāng)的按需或按時(shí)出料的要求特點(diǎn),和出料時(shí)候的順暢����,并且可以達(dá)到完全出料的要求。出料的清空率:1-3萬噸的鋼板倉(cāng)骨料鋼板倉(cāng),出料清空率在百分之99.9以上�,5-20萬噸的鋼板倉(cāng),出料清空率在百分之99.99以上���。
為了提高鋼板倉(cāng)的質(zhì)量性能和使用壽命����。請(qǐng)您選擇正規(guī)有實(shí)力的鋼板倉(cāng)生產(chǎn)廠家�。

鋼板倉(cāng)的基礎(chǔ)組成部分基礎(chǔ)板的構(gòu)造鋼筋混凝土基礎(chǔ)環(huán)結(jié)構(gòu),采用C30鋼筋混凝土和鋼板����、底板與外墻垂直于地面墻底切。地面以上的部分和普通鋼板基地的地下部分的比例為2:3��。由于水泥鋼板倉(cāng)的特殊性�����,在鋼基體混凝土的生產(chǎn)應(yīng)用在水泥���、明礬石UEA混凝土摻量C30的擴(kuò)張���,基礎(chǔ)能承受10個(gè)標(biāo)準(zhǔn)大氣壓的不透水��、不滲漏;同時(shí)基于基板表面的聚合物和瀝青防水二層加強(qiáng)內(nèi)����、外兩層,達(dá)到或超過抗?jié)B等級(jí)P12鋼基地��,這是1.2MPa壓力下無泄漏����。通過上述措施的實(shí)施,可以完全解決的基礎(chǔ)上�����,對(duì)鋼結(jié)構(gòu)水庫滲水����、透氣性的技術(shù)壁壘。水泥鋼板倉(cāng)�����。
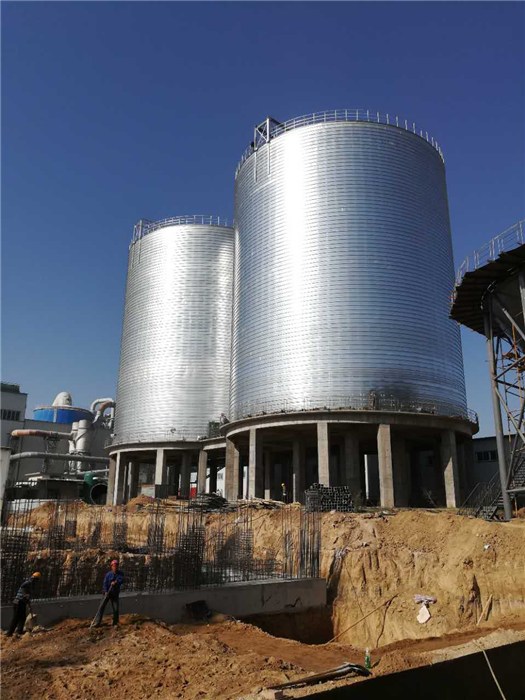
由于水泥鋼板倉(cāng)是在室外儲(chǔ)存的����,它們接受了大氣環(huán)境的不斷變化���。因此,對(duì)于環(huán)境溫度的變化����,鋼板倉(cāng)或多或少都會(huì)受到影響。特別是在低溫天氣下���,鋼板倉(cāng)會(huì)產(chǎn)生低溫脆性���。那么如何防止這種情況發(fā)生呢?今天水泥鋼板倉(cāng)廠家?guī)Т蠹胰チ私庖幌隆?/p>
一、鋼結(jié)構(gòu)的選擇�,鋼板倉(cāng)結(jié)構(gòu)型式要遵循以下原則
1、盡量減少結(jié)構(gòu)和加工工藝造成的集中應(yīng)力���。
2����、減少結(jié)構(gòu)集中和加工工藝造成的應(yīng)力集中區(qū)域�����。
3.隨著鋼板厚度的增加,沿厚度方向的應(yīng)力逐漸增大���,并逐漸轉(zhuǎn)變?yōu)槠矫鎽?yīng)變狀態(tài)��。這也增加了板倉(cāng)組件脆性破壞的機(jī)會(huì)。因此�,通過對(duì)表面的研究,應(yīng)力集中程度高的低碳鋼和低合金鋼構(gòu)件的厚度應(yīng)在40 mm以內(nèi)��。
二�、鋼材的選擇;選擇時(shí)要考慮的因素:元件,元件制造和安裝的溫度條件����,以及技術(shù)條件的重要性。有時(shí)根據(jù)組件的厚度和類型使用鋼����。

大型鋼板倉(cāng)焊接工程冬季施工措施:冬季焊接的關(guān)鍵在于施工過程控制。施焊前后�,注意收集氣象預(yù)報(bào)資料,焊接作業(yè)區(qū)的相對(duì)濕度大于90%時(shí)不得進(jìn)行施焊作業(yè)���;當(dāng)惡劣氣候即將到來��,如無確切把握抵擋時(shí)��,則放棄施焊��。若焊縫已開焊����,要搶在惡劣氣候來臨前,至少焊完板厚的1/3方能停焊����,且嚴(yán)格做好后熱處理,并且進(jìn)行保溫處理����。再次焊接時(shí),將預(yù)熱溫度相應(yīng)提高�����。焊接預(yù)熱處理���。焊接預(yù)熱處理采用火焰加熱法����,焊縫焊接前在施焊焊縫坡口兩側(cè)進(jìn)行,寬度為板厚的1.5倍且不小于100mm��。焊縫焊接前將焊縫兩側(cè)的鐵銹��、毛刺�����、泥土�、油污及冰雪等清理干凈�����,以保證焊接質(zhì)量����;焊接層溫控制。采用氧氣和乙氣體中性焰加熱方法��,焊縫焊接的層間溫度控制在80~200℃范圍內(nèi)��,焊接過程中使用紅外測(cè)溫儀進(jìn)行監(jiān)控����,當(dāng)焊縫焊接溫度低于要求時(shí)���,立即加熱到規(guī)定要求













